חימום אינדוקציה, התקשות והתכה אינדוקציה של מתכות
סוג החימום המושלם ביותר הוא זה שבו החום נוצר ישירות בגוף המחומם. שיטת חימום זו נעשית היטב על ידי העברת זרם חשמלי דרך הגוף. עם זאת, ישיר - הכללת גוף מחומם במעגל חשמלי לא תמיד אפשרית מסיבות טכניות ומעשיות.
במקרים אלו ניתן לממש סוג מושלם של חימום באמצעות חימום אינדוקציה, כאשר החום נוצר גם בגוף המחומם עצמו, מה שמבטל צריכת אנרגיה מיותרת, לרוב גדולה, בדפנות התנור או בגופי חימום אחרים. לכן, למרות היעילות הנמוכה יחסית של יצירת זרמים בעלי תדירות מוגברת וגבוהה, היעילות הכוללת של חימום אינדוקציה היא לרוב גבוהה יותר מאשר עם שיטות חימום אחרות.

שיטת האינדוקציה מאפשרת גם חימום מהיר של גופים לא מתכתיים באופן שווה לכל אורך עובים.מוליכות תרמית ירודה של גופים כאלה שוללת את האפשרות של חימום מהיר של השכבות הפנימיות שלהם בדרך הרגילה, כלומר על ידי אספקת חום מבחוץ. בשיטת האינדוקציה נוצר חום באופן זהה הן בשכבות החיצוניות והן בפנימיות, ואף עלול להיווצר חשש להתחממות יתר של האחרונות אם לא יבוצע הבידוד התרמי הדרוש של השכבות החיצוניות.
תכונה חשובה במיוחד של חימום אינדוקציה היא האפשרות של ריכוז גבוה מאוד של אנרגיה בגוף המחומם, שניתן בקלות למינון מדויק. רק קשת חשמלית ניתן להשיג אותו סדר של צפיפות אנרגיה, אך קשה לשלוט בשיטת החימום הזו.
המאפיינים והיתרונות הידועים של חימום אינדוקציה יצרו הזדמנויות רחבות ליישום שלו בתעשיות רבות. בנוסף, זה מאפשר לך ליצור סוגים חדשים של מבנים שאינם אפשריים כלל עבור שיטות טיפול בחום קונבנציונליות.

תהליך פיזי
בתנורים ומכשירים אינדוקציה, חום בגוף מחומם מוליך חשמלי משתחרר על ידי זרמים המושרים בו על ידי שדה אלקטרומגנטי מתחלף. בדרך זו מתבצע כאן חימום ישיר.
חימום אינדוקציה של מתכות מבוסס על שני חוקים פיזיקליים: חוק פאראדיי-מקסוול של אינדוקציה אלקטרומגנטית וחוק ג'ול-לנץ. ממוקמים גופי מתכת (חסרים, חלקים וכו'). שדה מגנטי לסירוגין, המעורר בהם מערבולת שדה חשמלי… EMF של האינדוקציה נקבע על פי קצב השינוי של השטף המגנטי. תחת פעולת אינדוקציה EMF, זרמי מערבולת (סגורים בתוך הגופים) זורמים בגופים, ומשחררים חום על פי חוק ג'ול-לנץ… EMF זה נוצר במתכת זרם חליפין, האנרגיה התרמית המשתחררת מזרמים אלו גורמת להתחממות המתכת. חימום אינדוקציה הוא ישיר וללא מגע. זה מאפשר לך להגיע לטמפרטורה מספיקה כדי להמיס את המתכות והסגסוגות העמידות ביותר.
חימום אינדוקציה אינטנסיבי אפשרי רק בשדות אלקטרומגנטיים בעלי עוצמה ותדירות גבוהה, אשר נוצרים על ידי מכשירים מיוחדים - משרנים. משרנים מופעלים על ידי רשת 50 הרץ (מתקני תדר תעשייתי) או על ידי מקורות אנרגיה נפרדים - גנרטורים וממירים בתדר בינוני וגבוה.
המשרן הפשוט ביותר של מכשירי חימום אינדוקציה עקיפים בתדר נמוך הוא חוט מבודד (מורחב או מפותל) המונח בתוך צינור מתכת או מונח על פני השטח שלו. כאשר זרם זורם דרך חוט המשרן בצינור, הוא מתחמם זרמי מערבולת... חום מהצינור (יכול להיות גם כור היתוך, מיכל) מועבר למדיום המחומם (מים זורמים דרך הצינור, אוויר וכו').
חימום אינדוקציה והתקשות של מתכות
החימום הישיר באינדוקציה הנפוצה ביותר של מתכות בתדרים בינוניים וגבוהים. לשם כך משתמשים במשרנים בעלי עיצוב מיוחד. המשרן פולט גל אלקטרומגנטי, הנופל על הגוף המחומם ומת בו. האנרגיה של הגל הנספג מומרת לחום בגוף. מקדם החימום גבוה יותר ככל שצורתו של הגל האלקטרומגנטי הנפלט (שטוח, גלילי וכו') קרובה יותר לצורת הגוף. לכן, משרנים שטוחים משמשים לחימום גופים שטוחים, משרנים גליליים (סולנואידים) משמשים עבור חלקי עבודה גליליים.במקרה הכללי, הם יכולים לקבל צורה מורכבת בשל הצורך לרכז את האנרגיה האלקטרומגנטית בכיוון הרצוי.
מאפיין של קלט אנרגיית האינדוקציה הוא היכולת לווסת את הסידור המרחבי של אזור הזרימה זרמי מערבולת.
ראשית, זרמי מערבולת זורמים באזור המכוסה על ידי המשרן. רק אותו חלק בגוף שנמצא במגע מגנטי עם המשרן מחומם, ללא קשר לגודלו הכללי של הגוף.
שנית, עומק אזור מחזור זרם המערבולת ולכן אזור שחרור האנרגיה תלוי, בין היתר, בתדירות זרם המשרן (עולה בתדרים נמוכים ויורד עם הגדלת התדר).
יעילות העברת האנרגיה מהמשרן לזרם המחומם תלויה בגודל הפער ביניהם ועולה ככל שהוא יורד.

חימום אינדוקציה משמש להתקשות פני השטח של מוצרי פלדה, על ידי חימום לעיוות פלסטי (זיוף, הטבעה, לחיצה וכו'), התכת מתכת, טיפול בחום (חישול, מזג, נרמול, התקשות), ריתוך, ריבוד, הלחמת מתכת.

חימום אינדוקציה עקיף משמש לחימום ציוד תהליך (צינורות, מיכלים וכו'), חימום מדיה נוזלית, ייבוש ציפויים, חומרים (לדוגמה, עץ). הפרמטר החשוב ביותר של מתקני חימום אינדוקציה הוא התדירות. לכל תהליך (התקשות פני השטח, על ידי חימום) קיים טווח תדרים אופטימלי המספק את האינדיקטורים הטכנולוגיים והכלכליים הטובים ביותר. תדרים מ-50 הרץ עד 5 מגה-הרץ משמשים לחימום אינדוקציה.
היתרונות של חימום אינדוקציה
1) העברת אנרגיה חשמלית ישירות לגוף המחומם מאפשרת חימום ישיר של חומרים מוליכים. במקרה זה, קצב החימום גדל בהשוואה למתקנים עם פעולה עקיפה, כאשר המוצר מחומם רק מפני השטח.
2) העברת אנרגיה חשמלית ישירות לגוף המחומם אינה מצריכה התקני מגע. זה נוח בתנאים של ייצור אוטומטי, כאשר נעשה שימוש באמצעי ואקום והגנה.
3) עקב תופעת אפקט פני השטח משתחרר הכוח המרבי בשכבת פני השטח של המוצר המחומם. לכן, חימום אינדוקציה במהלך הקירור מספק חימום מהיר של שכבת פני השטח של המוצר. זה מאפשר להשיג קשיות פנים גבוהה של החלק עם מדיום צמיג יחסית. התקשות משטח אינדוקציה מהירה וחסכונית יותר משיטות התקשות משטח אחרות.
4) חימום אינדוקציה משפר ברוב המקרים את התפוקה ומשפר את תנאי העבודה.
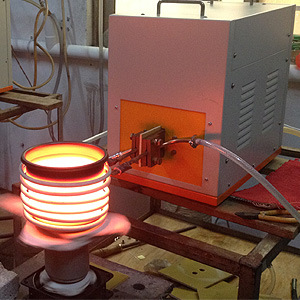
תנור היתוך אינדוקציה
ניתן לחשוב על תנור אינדוקציה או מכשיר כסוג של שנאי שבו הסליל הראשי (משרן) מחובר למקור זרם חילופין והגוף המחומם עצמו משמש כסליל המשני.
תהליך העבודה של תנורי היתוך אינדוקציה מאופיין בתנועה אלקטרודינמית ותרמית של מתכת נוזלית באמבטיה או בכור כור היתוך, התורמת להשגת מתכת בעלת אותו הרכב וטמפרטורה אחידה שלה בכל הנפח, כמו גם פסולת מתכת נמוכה (פחות פי כמה מעט מאשר בתנורי קשת).
תנורי היתוך אינדוקציה משמשים לייצור יציקות, כולל מעוצבות, מפלדה, ברזל יצוק, מתכות לא ברזליות וסגסוגות.
ניתן לחלק תנורי היתוך אינדוקציה לתנורי ערוץ תדר תעשייתי ולתנורי כור היתוך תעשייתיים, בינוניים וגבוהים.
תנור צינור אינדוקציה הוא שנאי, בדרך כלל בתדר הספק (50 הרץ). הפיתול המשני של השנאי הוא מתכת מותכת. המתכת סגורה בתעלה עקשנית טבעתית.
השטף המגנטי העיקרי משרה EMF במתכת של הערוץ, EMF יוצר זרם, הזרם מחמם את המתכת, לכן תנור ערוץ אינדוקציה דומה לשנאי הפועל במצב קצר חשמלי.
משרנים של תנורי תעלה עשויים מצינור נחושת אורכי, הוא מקורר מים, חלק הערוץ של האח מקורר על ידי מאוורר או על ידי מערכת אוויר מרכזית.

תנורי אינדוקציה לתעלה מיועדים לפעולה רציפה עם מעברים נדירים ממחלקה אחת של מתכת לאחרת. תנורי אינדוקציה תעלות משמשים בעיקר להתכת אלומיניום וסגסוגותיו, וכן נחושת וחלק מסגסוגותיו. סדרות אחרות של תנורים מתמחות כמערבלים לאחיזה וחימום של ברזל נוזלי, מתכות לא ברזליות וסגסוגות לפני יציקה בתבניות יציקה.
פעולתו של תנור היתוך אינדוקציה מבוססת על ספיגת אנרגיה אלקטרומגנטית על ידי מטען מוליך. התא ממוקם בתוך סליל גלילי - משרן. מנקודת מבט חשמלית, תנור כור היתוך אינדוקציה הוא שנאי אוויר קצר במעגל שהפיתול המשני שלו הוא מטען מוליך.
תנורי כור היתוך אינדוקציה משמשים בעיקר להתכת מתכות ליציקת מתכות במצב פעולה אצווה, וללא קשר לאופן הפעולה, להתכת סגסוגות מסוימות, כגון ברונזה, המשפיעות לרעה על ריפוד תנורי התעלה.