עקרון הפעולה ותחומי היישום של חימום אינדוקציה
מכשירים אלקטרו-תרמיים המחממים חומרים מוליכים חשמלית על ידי הזרקת זרמים אינדוקטיביים לתוכם נקראים מחממי אינדוקציה… מאז e. וכו'. ג אינדוקציה מתרחשת כאשר הזרמים המעוררים את השדה האלקטרומגנטי משתנים, אז מכשירים כאלה יכולים לעבוד רק על זרם חילופין.
המרכיב העיקרי של תנורי אינדוקציה הוא משרן - סליל, המכיל מספר מסוים של סיבובים, אשר, כאשר זרם חילופין עובר דרכו, יוצר שדה מגנטי לסירוגין... זה המקום שבו מתרחשת ההמרה (הראשונה) של אנרגיה חשמלית לאנרגיית שדה מגנטי.
כאשר גוף מוליך חשמלי מוכנס לשדה מגנטי מתחלף, למשל. וכו ' ג גורם להופעת זרם "משני". יש טרנספורמציה הפוכה (שנייה) של אנרגיית השדה המגנטי לאנרגיה חשמלית.
לבסוף, הזרם המשני המושרה בגוף המחומם, לפי חוק ג'ול-לנץ מייצר חום: אנרגיה חשמלית מומרת לחום.כתוצאה מההמרה השלישית של האנרגיה, מתקבל החום המספק חימום או התכה של חומרים בתנורי אינדוקציה.
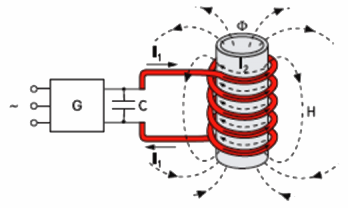
מעגל חימום אינדוקציה
להפעלת מחממי אינדוקציה אין צורך במגע ישיר של מקור הכוח עם האובייקט המחומם, רק נדרשת נוכחות של חיבור מגנטי בין האובייקט למשרן.
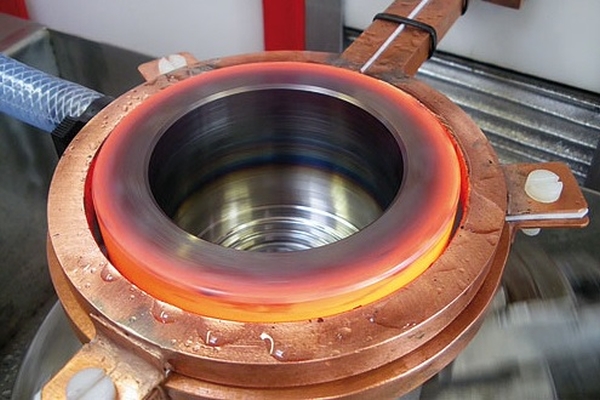
היישום העיקרי והותיק ביותר של מחממי אינדוקציה בתעשייה הוא השימוש בהם. כגון תנורים חשמליים אינדוקציהמיועד להמסת מתכות לא ברזליות וברזליות וסגסוגותיהן. תנורי אינדוקציה חשמליים מבטיחים טוהר גבוה של ההיתוך, מכיוון שהם אינם מכניסים זיהומים לחומר המותך.
בנוסף, תנורים חשמליים אינדוקציה יוצרים חימום אחיד של כל מסת החומר המותך ללא התחממות יתר מקומית משמעותית. הנסיבות האחרונות חשובות מאוד בעת התכת סגסוגות מרובות רכיבים, שלמרכיביהן יש נקודות התכה שונות. בנוכחות התחממות יתר מקומית (כגון בתנורי קשת) בסגסוגות כאלה, רכיבים נמסים נמוכים יותר נצרכים באופן אינטנסיבי וההרכב הראשוני של המטען מופרע.

תחום היישום של מחממי אינדוקציה אינו מוגבל למפעלי התכת מתכות. לעתים קרובות בייצור מודרני חימום אינדוקציה בשימוש ע"י להתקשות פני השטח של חלקים, בפעולות כיפוף צינורות ומוצרים מגולגלים מגולגלים ממוצרים דו מתכתיים, לריתוך מוצרים בעלי תצורה מורכבת וכו'.
כאשר מחממים חומרים מוליכים חשמלית בשדה אלקטרומגנטי בתדר גבוה, יש לו תפקיד חשוב אפקט פני השטח... השפעת פני השטח הופכת יותר ויותר ברורה ככל שתדירות זרם האספקה עולה.
היכולת לחמם במהירות רק את השכבות העליונות של החומר, הנחוצה בהתקשות פני השטח, מבוססת כולה על השימוש באפקט זה.
עובי השכבה, הנקרא "עומק חדירת הזרם", תלוי בהתנגדות החומר, בתדירות הזרם וה חדירות מגנטית מוחלטת.
בנוסף, על ידי בחירה במצב פעולה כזה של מחמם האינדוקציה, על מנת להבטיח ריכוז גבוה של זרמים אינדוקטיביים בשכבות פני השטח, ניתן להגיע לעלייה משמעותית ביעילות המחמם.
היתרון העיקרי של שיטת הקשחת פני האינדוקציה היא האפשרות של שחרור מרוכז של אנרגיה תרמית בשכבות פני השטח של מוצרים בעלי צורה שרירותית ואפשרות להעברת אנרגיה ללא מגע ישיר בין המחמם לחומר העבודה. אחידות החימום של חלקים בעלי תצורה מורכבת מובטחת על ידי משרנים של צורה מיוחדת. בדרך כלל צורת המשרן עוקבת אחר קווי המתאר של החלק.
 השימוש בתנורי אינדוקציה, ככלל, משפר את מדדי האיכות של פעולות טכנולוגיות, מגביר את פריון העבודה ויוצר תנאים להעברת ייצור לרמה גבוהה יותר עם מיכון נרחב ואוטומציה של תהליכים.
השימוש בתנורי אינדוקציה, ככלל, משפר את מדדי האיכות של פעולות טכנולוגיות, מגביר את פריון העבודה ויוצר תנאים להעברת ייצור לרמה גבוהה יותר עם מיכון נרחב ואוטומציה של תהליכים.
חימום אינדוקציה משמש גם עבור פעולה כללית כגון משטחים... למינציה היא הדבקה קבועה של שכבת מתכת הריתוך למתכת הבסיס.
השימוש הנפוץ הוא ציפוי של מתכות וסגסוגות לא ברזליות על פלדה וברזל יצוק.ליישום משטח, יש צורך ומספיק להמיס את מתכת המילוי ולהביא את מתכת הבסיס לטמפרטורה הקרובה לנקודת ההיתוך של חומר המילוי. חומר המילוי המשמש לשכבות יכול להיות בכל צורה - בצורה של מוטות, רצועות, שבבים וכו'.
השימוש במכשירי חימום אינדוקציה בתעשייה אינו מוגבל לדוגמאות הנחשבות, היקף היישום שלהם רחב ביותר ועולה מדי שנה.
יתרונות משמעותיים בשימוש בשיטות חימום אינדוקציה - יעילות, גמישות ביישום, איכות מוצרים גבוהה, עלייה בפריון העבודה וכו'.